机床快换换装系统怎么安装与维护
在现代机械加工领域,效率与精度是企业持续发展的关键。
随着制造业对柔性化、智能化生产需求的不断提升,机床快换换装系统已成为众多加工车间提升效率、降低停机时间的重要技术手段。

本文将系统介绍机床快换换装系统的安装步骤与日常维护要点,帮助用户充分发挥其技术优势。
一、快换换装系统简介与价值
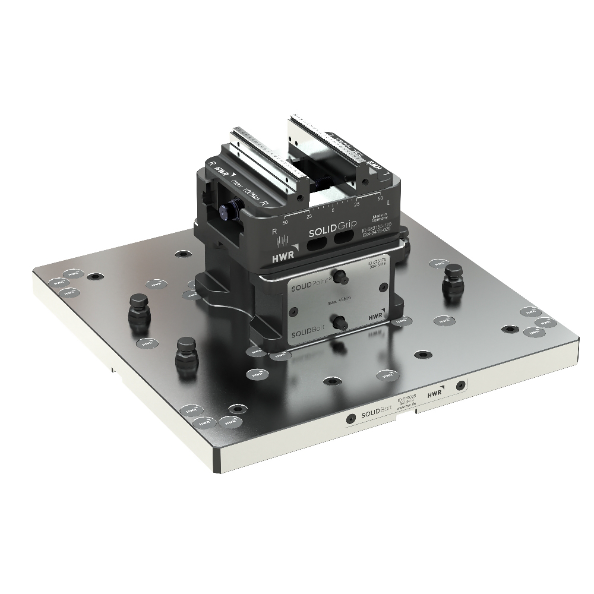
快换换装系统是一种用于机床工作台与夹具之间快速定位、锁紧与分离的装置。
通过标准化接口,实现夹具、工件在数秒至数十秒内完成更换,大幅减少传统装夹中的调整、对刀时间。
该系统特别适用于多品种、小批量生产场景,能显著提升机床利用率,降低人工操作强度,同时通过高重复定位精度保障加工质量稳定性。
二、系统安装步骤详解
1. 前期准备与检查
在安装前,需确认机床工作台规格、接口形式与快换系统是否匹配。
清理机床工作台及夹具安装面,确保无切屑、油污及毛刺。
核对系统组件完整性,通常包括基座模块、适配器模块、拉紧机构及定位销等关键部件。
2. 基座模块安装
将基座模块平稳放置于机床工作台,通过螺钉初步固定。
使用百分表或激光测量仪校正基座平面度与平行度,一般要求平面度误差控制在0.01毫米以内。
校正完成后,按对角线顺序逐步锁紧安装螺钉,确保受力均匀。
3. 适配器模块装配
适配器模块通常安装在夹具或工件底部。
装配时需保证适配器底面与夹具安装面紧密贴合,定位销孔对齐。
安装螺钉应选用规定扭矩扳手拧紧,避免因预紧力不均导致变形。
4. 拉紧机构调试
拉紧机构是快换系统的核心,常见类型有液压、气动或机械式。
安装后需进行空载测试:反复执行拉紧、松开动作,观察运行是否平稳、有无异响。
检查拉紧力是否达到设计值,可通过系统压力表或传感器读数确认。
5. 系统整体校验
安装完成后,进行重复定位精度测试。
使用标准检具或千分表测量适配器多次换装后的位置偏差,通常精度应保持在0.005毫米以内。
同时测试系统换装时间,确保达到预期效率提升目标。
三、日常维护与保养规范
1. 清洁管理
每次换装前后,需用专用清洁工具清理基座与适配器的定位面、锥孔及拉紧机构表面。
避免使用腐蚀性溶剂,建议采用高纯度清洗剂配合无纺布擦拭。
定期检查并清除系统中的积屑与油垢。
2. 润滑维护
根据系统类型,按规定周期对拉紧机构导向部位、轴承及传动部件进行润滑。
液压或气动系统需监控介质清洁度,定期更换过滤器。
机械式系统应注意检查弹簧、凸轮等部件的磨损情况。
3. 精度监测
建立定期精度检测制度,每周或每半月对重复定位精度进行校验。
发现偏差超出允许范围时,及时检查定位销、衬套等易损件是否磨损,并进行调整或更换。
4. 连接部件检查
每月检查一次安装螺钉、拉杆等关键连接件是否松动。

特别是承受交变载荷的部位,必要时按扭矩要求重新紧固。
检查液压或气动管路接头有无泄漏迹象。
5. 系统功能测试
每季度对快换系统进行一次全面功能测试,包括换装动作流畅性、拉紧力稳定性、信号反馈准确性等。
记录测试数据,形成维护档案,便于跟踪系统状态变化趋势。
四、常见问题与处理建议
- 换装后定位偏差大:首先清洁定位面,检查定位销与衬套是否磨损,必要时更换。
其次校验基座安装平面度是否变化。
- 拉紧力不足:检查液压或气动系统压力是否正常,排查泄漏点。
机械式系统需检查拉紧机构磨损情况,调整预紧装置。
- 换装动作不顺畅:检查导向部位是否清洁、润滑是否充分。
排查是否有异物卡滞,运动部件是否变形。
- 系统信号异常:检查传感器连接是否可靠,信号线路有无干扰。
验证控制程序参数设置是否正确。
五、优化使用与升级建议
随着加工需求变化,快换系统也可进行功能扩展。
例如增加零点定位模块,实现全车间夹具统一基准;集成传感器实现装夹状态实时监控;搭配智能管理系统,优化换装调度。
用户可根据生产实际,逐步升级系统功能。
在长期服务客户的过程中,我们深刻理解到,一套稳定可靠的快换换装系统不仅需要优质的产品,更需要专业的安装指导与持续的维护支持。
通过规范安装与精心维护,该系统能够持续为生产线创造价值,帮助用户应对多品种、高混合度的生产挑战,在提升设备综合效率的同时,为加工质量提供坚实保障。
未来,随着制造技术不断发展,快换换装系统将更加智能化、集成化。
我们期待通过持续的技术服务,与客户共同探索更高效、更灵活的生产解决方案,助力企业在市场竞争中赢得先机。
m.hwrleiyun.b2b168.com